Hydrogenation – Reactor / Converter
Hydrogenation – Reactor / Converter
 The H-reactors/converters are of central importance to the economical production of solar-grade silicon. Their function is to produce SiHCl3 using SiCl4 and H2 at temperatures of ca. 1,100 °C. This conversion has to be accomplished with high efficiency, low energy consumption and with high-purity of the resulting SiHCl3.
The H-reactors/converters are of central importance to the economical production of solar-grade silicon. Their function is to produce SiHCl3 using SiCl4 and H2 at temperatures of ca. 1,100 °C. This conversion has to be accomplished with high efficiency, low energy consumption and with high-purity of the resulting SiHCl3.
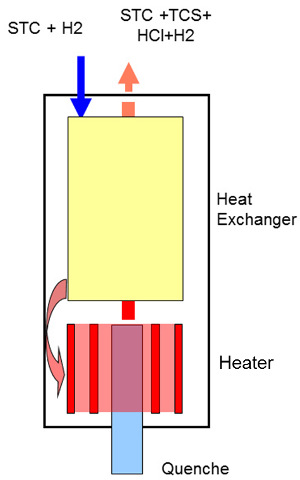
In the converter, STC is continuously converted under hydrogen excess to TCS. The STC/H2 mixture is heated to a reaction temperature (ca. 1,100 °C) by electrical graphite heaters in combination with graphite heat exchangers.
Thermodynamics and kinetics
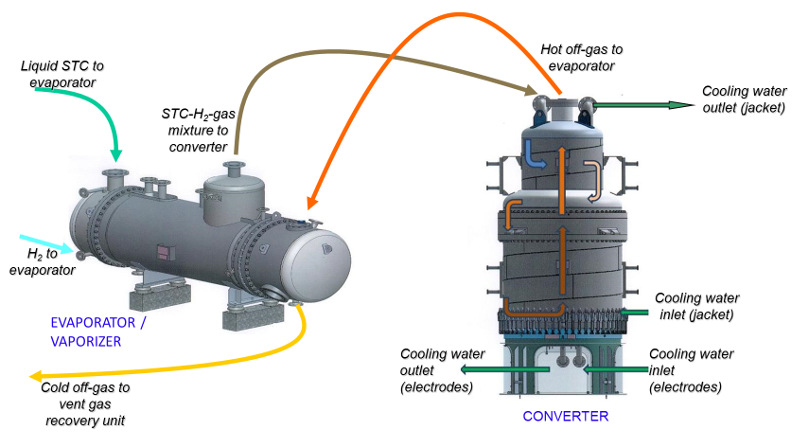
The cold reaction mixture (SiCl4/H2) flows into the reactor. First the feed gas is heated in heat exchangers by hot process gas leaving the apparatus. Afterwards it is heated to ca. 1,100° C by electrical graphite heaters. After the reaction, the process gas is cooled down very fast by a cooling finger (the quencher) to prevent back-reaction of SiHCl3 to STC. The quencher uses liquid STC as cooling agent, which is heated by the process gas and thereafter fed into the top of the reactor. Besides TCS, the process gas generated by the hydrogenation contains unconverted feed materials, and by-products such as hydrogen chloride, low and high boilers.
Thermodynamics and kinetics
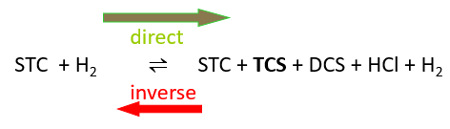
 Reaction in equilibrium:
Reaction in equilibrium:
Operational consequences and needs:
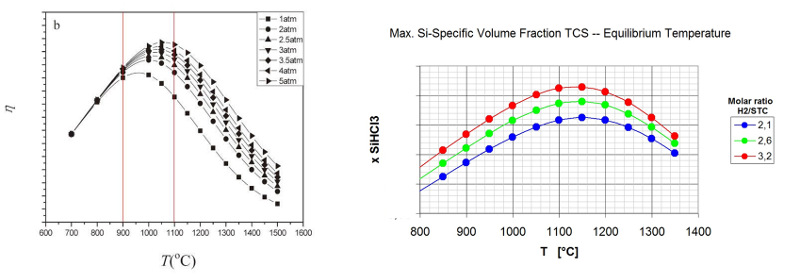
- High reaction temperatures (>1000°C) must be maintained in the reaction zone to achieve high reaction yields (kinetic).
- The reactive mixture must reach the thermodynamic equilibrium.
- After the reaction, the off-gas must be fast cooled (quenched) in the graphite heat-exchangers to “freeze” the reaction, keep the products and avoid the inverse reaction.
- Efficient cooling leads to high yields.
Long-term operational experience in hydrogenation
Tested and validated kinetic model by Silicon Products:
- Temperature profiles.
- Flow rate.
- Heat exchange.
- Cooling rate.
- Cooling time.
- Molar ratio.
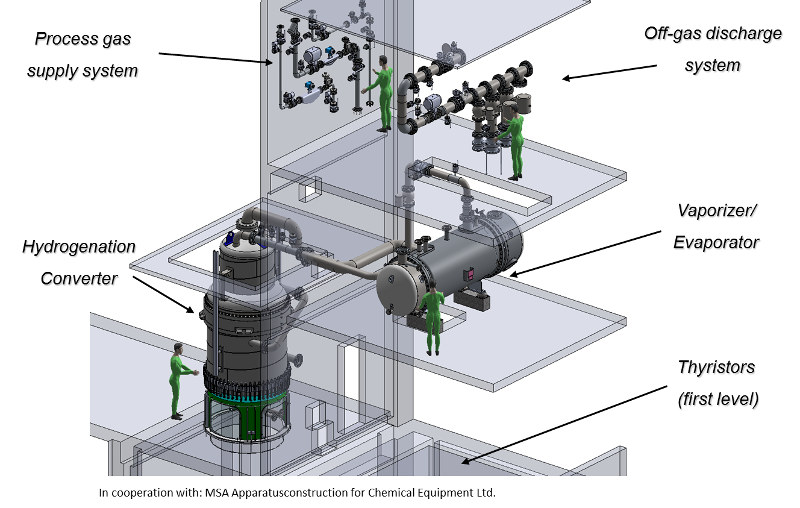
Typical flows between evaporator – converter
Lay-out plan of Converter Plant
Advantages of the Converter type 16.5
Latest developed hydrogenation reactor already successfully tested in production
| High yield: | > 17%w |
| Longer lifetime of internals due to special graphite: | > 6 months (approx. 9 months) |
| Best in class power consumption: | < 0.7 kWh/kg TCS |
| Throughput: | up to 15,000 kg/h STC |
| High energy recovery | |
| Equipment proven by TÜV | |
| Tailor-made design according to customer needs | |
| Cost savings |
The cost savings due to reduced power consumption of our new converter type 16.5 in comparison to competition are listed below:
| Throughput of large scale plant: | 10,000 t/y Silicon |
| Power consumption of converter 16.5: | 0.70 kWh/kg TCS |
| Power consumption of competition: | 3 kWh/kg TCS |
| Power costs: | 0.05 US$/kWh |
| Cost savings per kg Si: | 2.3 US$/kg Si |
| Savings of power costs: | 23,000,000 US$/year |
Because of these high savings the ROI of this converter technology is very short in comparison to the other technologies. A change of existing older systems is well spent money to reach lowest production costs. Additional savings due to less investment costs of the vent gas recovery unit can be taken also into account.